


手 机:13905110028
电 话:0515-85315666
邮 箱:hualiang@hualiang.com.cn
网 址:www.hualiang.com.cn

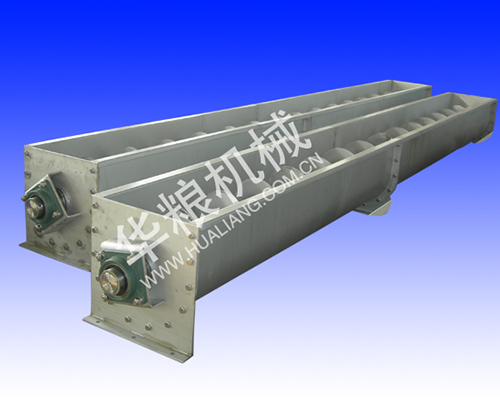
使用中遇到的问题之一是非满负荷运转。它的输送量是由被传送物料的横截面积和链条速度决定的。一般来讲,如果一条输送机有输送量问题,无外乎这两个因素。要想解决这个问题,首先必须精确地测出输送机的输送量。达不到额定输送量,可以从以下几个方面来寻找原因,从而找到解决问题的办法。核查输送机是否在驱动轴速度下运转。在安装和维护时,驱动装置上的滑槽可能安装不正确,或者驱动装置上的皮带松了而打滑,使输送机在低于额定转速下运转。物料厚度不合理有几个原因:一是输送机安装的倾斜角度不合理,而通常设计的输送机只能在某个坡度范围内运行才最佳。另一个原因是由于输送机进料不顺畅或不充足,如进料设备不匹配、进料门不正常、进料口有障碍物等。针对不同的原因采取相应的措施,增加物料的厚度和进料均匀度。
的使用维护非常的重要,就像自己家里的日常使用的电器,维护的好寿命就能延长,所以小编给大家分享干货,在维护中需要注意的事项?1、刮板输送机在开始投入运转期间,应注意检查刮板链的松紧程度,因为溜槽间的连接会因运转而缩小间距。而链子过松会出现卡链、跳链、断链和链条掉道的事故,检查方法是反转输送机,数一数松弛环数目,如有两个以上完全松弛的链环时,则需要重新紧链.2、工作面要保持直线。若工作面不直,会使两条链的张力不等,将导致链条磨损不均或使底链掉道、卡住或断链。3、刮板输送机的弯曲要适宜,不要出现“急弯”,应使弯曲部分不小于八节溜槽,推移时要注意前后液压千斤顶互相配合,避免出现急弯。否则会引起溜槽错口,造成断链掉链事故,要特别注意刮板输送机停车时不能推移。4、刮板输送机铺的要平。由于溜槽结构的限制,它只能适应在垂直方向3-5的变化。
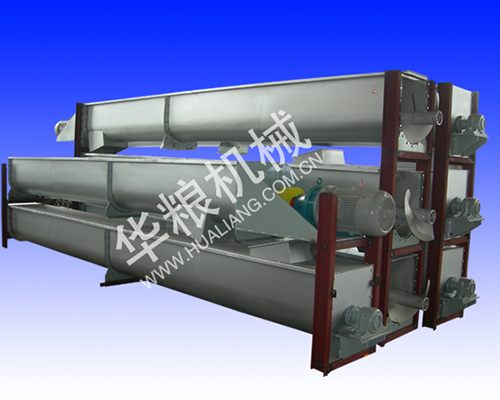
出厂总装时,中间节按长度长短依次排列,长的中间节靠近头节,相同长度的中间节则挨在一起。在螺旋输送机头节内装有支推轴承承受轴向力,在中间节和尾节内装有用轴承支承螺旋轴,在螺旋输送机尾节内还装有可轴向移动的径向轴承以补偿螺旋轴长度的误差和适应温度的变化。在调试使用时应达到以下要求:管式螺旋输送机中心线与螺旋轴应保持良好的同轴度。螺旋管各节间连接处应紧密,不能出现错位现象。节与节间、顶盖与料槽间可加垫片,还可调节料槽的长度误差。螺旋轴与螺旋管周围的间隙应相等。驱动装置轴与螺旋轴应保持良好的同轴度。调整时可借助垫片调节驱动装置的高度。确保水平放置,或者倾斜放置时固定稳当,然后开机实验,看输送机是否有晃动的情况出现。中间悬挂轴承应可靠而恰当地支承连接轴,以免螺旋轴产生径向变形。

日常保养及维护:刮板输送机是靠链传动运输物料的,在使用中,操作及检修人员除了注意轴承温度、按规定要求润滑外,还必须做好以下工作。定期调紧刮板链的松紧程度,并使两链条松紧程度一致。一般每半月检查一次,特别在使用的前半个月应每天栓查刮板链的松紧程度,以刮板链与链齿能正常啮合无跳动为准,并随时予以调整。调整刮板链通过调整拉紧丝杆进行,如拉紧丝杆行程不够时,应更换刮板链。介绍每班应逐一检查连接环与刮板的固定情况。如出现连接螺栓松脱力和刮板掉落时,立即停机处理。当两侧的刮板链磨损不一致而造成刮板倾斜运行时,链环磨损超过原直径的25%时应更换。经常检查头轮和尾轮的运行情况。当头轮齿牙及尾轮链槽轨面磨 损超过原直径的1/4时,就予以更换。
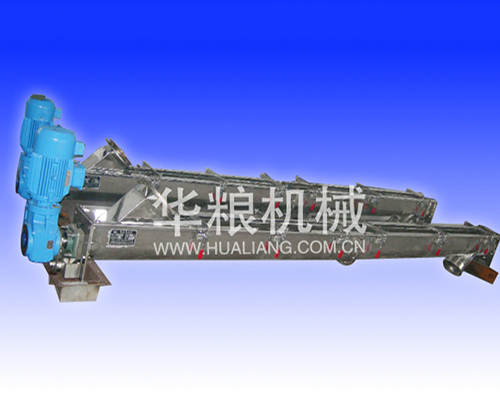
兴化镀锌刮板输送机螺旋输送机在使用过程中难免出现损坏,而损坏又因为螺旋输送机叶片损坏最为常见。而叶片损坏的原因也有很多,最重要的一个原因就是它的磨损,今天我们就来看看关于叶片损坏的原意以及处理方式。专业镀锌刮板输送机一般容易磨损的部件是:吊轴承、螺旋端头、螺旋叶片这几部分,磨损因素除了温度,环境,材质等自然原因之外,还有结构因素和人为因素。下面,我们就来分析一下螺旋输送机螺旋叶片损坏都有哪些方面的原因。螺旋输送机一般不容易发生堵塞现象或者排料口不出料,可以低速运转,降低能耗,螺旋输送机输送距离长,可以采用多级串联式安装,超长距离输送物料。但是有些时候生活垃圾,有机植物输送时,也会造成螺旋叶片的损坏。螺旋叶片制作的厚一点也就更加的耐磨耐用,适合输送物料。

安装安全技术措施,其主要内容有:1.安装技术措施(1)其安装、调试等,都应该按照参数及图纸要求进行。在安装前,要进行必要的检查,包括地脚螺栓等,还有就是各个部件的位置是否正确等。(2)输送机的安装,应先进行底座的找平、找正,然后再按照规定要求顺序进行,注意基座和地脚螺栓应紧固,不能出现松动等现象,否则会出现问题。(3)减速机、电机的安装,应以驱动轮为基准进行适当的调整,以便满足各部位的尺寸要求。其支架,应与输送机额纵向中心相重合。2.铺设皮带的安全措施(1)皮带在铺设前,要先进行场地的清理,通道要保证畅通无阻才行。(2)中间架的托辊,应是齐全的,运转应是灵活的。(3)铺设皮带所用到的工具,必须是齐全完整的。(4)非施工人员,不能随意进行施工现场。(5)操作过程应按照规定要求进行,听从指挥。

江苏东台市经济开发区 纬一路19号

139-0511-0028

hualiang@hualiang.com.cn

 139-0511-0028
139-0511-0028

