


手 机:13905110028
电 话:0515-85315666
邮 箱:hualiang@hualiang.com.cn
网 址:www.hualiang.com.cn
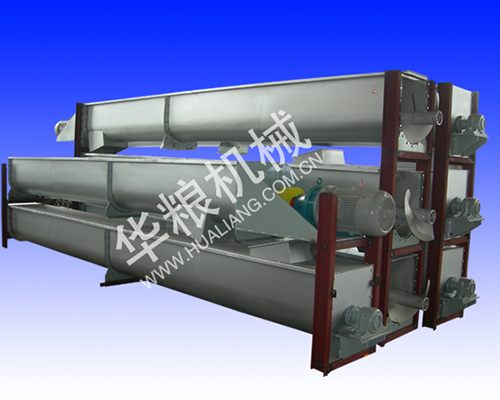
螺旋输送机在使用过程中难免出现损坏,而损坏又因为螺旋输送机叶片损坏最为常见。而叶片损坏的原因也有很多,最重要的一个原因就是它的磨损,今天我们就来看看关于叶片损坏的原意以及处理方式。一般容易磨损的部件是:吊轴承、螺旋端头、螺旋叶片这几部分,磨损因素除了温度,环境,材质等自然原因之外,还有结构因素和人为因素。下面,我们就来分析一下螺旋输送机螺旋叶片损坏都有哪些方面的原因。螺旋输送机一般不容易发生堵塞现象或者排料口不出料,可以低速运转,降低能耗,螺旋输送机输送距离长,可以采用多级串联式安装,超长距离输送物料。但是有些时候生活垃圾,有机植物输送时,也会造成螺旋叶片的损坏。螺旋叶片制作的厚一点也就更加的耐磨耐用,适合输送物料。

日常保养及维护:刮板输送机是靠链传动运输物料的,在使用中,操作及检修人员除了注意轴承温度、按规定要求润滑外,还必须做好以下工作。定期调紧刮板链的松紧程度,并使两链条松紧程度一致。一般每半月检查一次,特别在使用的前半个月应每天栓查刮板链的松紧程度,以刮板链与链齿能正常啮合无跳动为准,并随时予以调整。调整刮板链通过调整拉紧丝杆进行,如拉紧丝杆行程不够时,应更换刮板链。介绍每班应逐一检查连接环与刮板的固定情况。如出现连接螺栓松脱力和刮板掉落时,立即停机处理。当两侧的刮板链磨损不一致而造成刮板倾斜运行时,链环磨损超过原直径的25%时应更换。经常检查头轮和尾轮的运行情况。当头轮齿牙及尾轮链槽轨面磨 损超过原直径的1/4时,就予以更换。
的中间槽尽可能地铸造,使得中间槽的中间板可以沿刮刀的运行方向移动;并且波浪图案的总数有助于减少刮刀和刮板输送机的中间。板的接触面积显着降低了刮板的摩擦阻力并延长了其使用寿命。但是,当需要整体铸造刮板输送机的中间槽时,尽量使整个高强度的、高耐磨相同的材料。的中间部分可以完全克服中间槽中间板为、的问题。焊接、有什么好处?开裂的问题也避免了另一个中间焊接槽的凹槽易于磨损并且中间板的耐磨性相对较差的情况。由于控制磨损量,这意味着刮刀输送机在使用过程中基本上不需要修理刮刀,这提高了生产效率。实践证明,在相同的使用条件下,整个铸造高强度,高磨损,无焊接的中间槽的使用寿命是焊接中间槽的两倍以上,且比例为材料非常明显。
温州钢丝绳管链输送机对物料的输送都有一个规格,那么螺旋输送机在输送一些特殊的物料时应该注意什么呢?比如说我们食用的食品呢?这些都是些什么样的要求呢?螺旋输送机是矿产、饲料、粮油、建筑业中用途较广的一种输送设备,特别是食用物料和工程建设中起到非常重要的作用。因此,对于设备的选择,应当考虑再三。优质的螺旋输送机对输送物料的要求,粉状、粒状和小块状物料,如:水泥、煤粉、粮食、化肥、灰渣、砂子等,物料温度不得超过200℃,螺旋机不宜输送易变质的、粘性大的、易结块的物料。供应钢丝绳管链输送机运行前,首先要确认螺旋输送机设备、人员、被输送物品均处于安全完好的状态;其次检查各运动部位正常无异物,检查所有电气线路是否正常,正常时才能将皮带输送机投入运行。最后要检查供电电压与设备额定电压的差别不超过±5%。
设计制作时首先应综合考虑所运送物料的特性,有无磨琢性、粘性、含水量、酸碱性等等因素,做到针对不同的物料而设计合适的机型。其次针对不同的物料确定螺旋输送机的运转速度,物料粒度影响滑移、冲击和磨蚀。转数越高,物料滑移量越大。但不能一味的通过增加驱动轴转速来提高输送能力,有些物料会对螺旋叶片产生较大冲击力,并使叶片与U型槽体磨损加大。这种情况下有效提高输送量其实还需选用较大型号机型,装配以大直径的螺旋轴增强管轴扭转强度,减少吊挂轴承加装数量以加大物料通过量。选用多大功率的电机要按输送量及距离多少来准确选型,功率小则物料运送速度慢,电机很容易因负荷过大而烧毁,功率大将加大生产成本。是集科研、生产及销售于一体的国家高新技术企业。座落于黄海之滨的江苏省东台市经济技术开发区纬一路19号,成立于1998年。
在螺旋体运动阻力小,承载容大,可以处理相当混杂的物料,如容易纠缠到一起或者颗粒、形状各异的物料。直接用较厚的螺带状叶片拼接焊成圆柱状螺旋体,螺旋体在机构材料、厚度的加工的工艺上面保证了其强大的耐磨性能和耐用性。螺旋体的两端或者是一侧或有短轴与驱动机构连接,驱动机构带动螺旋体转动,螺旋体与机壳底部的衬板接触。输送星大。输送量是相同直径的传统有轴螺旋输送机的1.5倍。的优点在于,由于转弯输送机的中间没有轴承,防止物料在输送的过程中因堵塞而产生的故障。而且,由于它的组成部件相对较少,所以日常的维护显相对也要小很多,便于维护。另外-点就是它的环保性好。采用全封闭输送和易清洗的螺旋表面,可保环境卫生,输送物料不外泄,不受到污染。

江苏东台市经济开发区 纬一路19号

139-0511-0028

hualiang@hualiang.com.cn

 139-0511-0028
139-0511-0028

