


手 机:13905110028
电 话:0515-85315666
邮 箱:hualiang@hualiang.com.cn
网 址:www.hualiang.com.cn
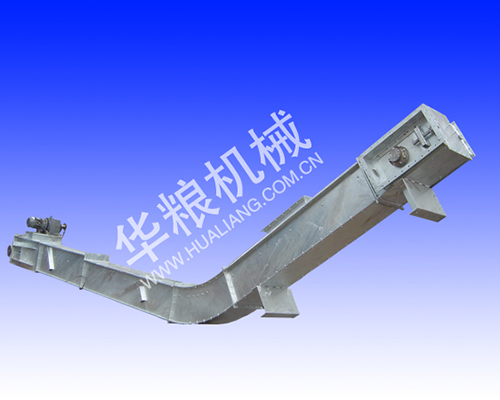
运行过程中,可能会受到外部因素的干扰,因此我们必须始终注意刮板输送机的有效运行。为了实现这一目标,刮板输送机需要采取哪些有效措施?1、必须保持刮板输送机在正常和直线条件下运行。允许在水平和垂直方向上进行一定的弯曲。这是为了适应工作面和道路运输。这并不意味着身体的上下水平弯曲是合理的。一旦刮板输送机变得“尖锐”,滑槽接头的弯曲角度就太大,导致滑槽接头过载和损坏。滑槽连接器损坏并丢失后,滑槽接头失去控制。当弯曲过程中滑槽接头之间存在间隙时,煤粉会泄漏到槽内,这会增加运行阻力或导致堵塞事故。如果刮板输送机不平放,则刮板与滑槽的接头磨损在滑槽接头处加剧,增加了行走阻力,缩短了使用寿命,甚至影响了其他辅助设备的工作。2、有必要改善刮板输送机的有效运行时间。在一定负荷的条件下,设备运行利用率越高,运输量越大,刮板输送机的性能越好。
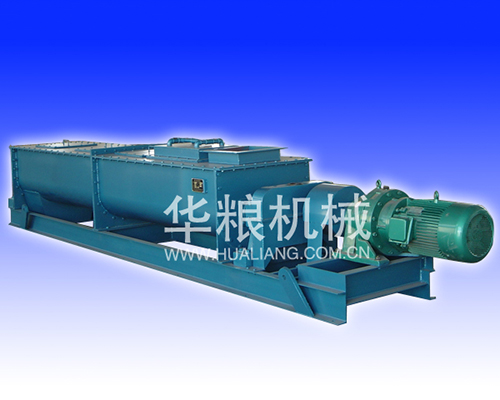
中排灰装置选用一般情况下要考虑除尘器的规模大小,依照除尘器的需要确定输排灰装置;其次是应注意避免粉尘在输送过程的飞扬;第三是输送装置简单,便于维护管理,故障少,作业率高。这样在使用中才能做到螺旋输送机性能的稳定,保证整体输送效果,同时还应注意在螺旋输送机中排灰设备是主要的部件,要定时检查排灰设备的使用情况,并且进行一定的设备维护,使排灰设备处于良好的工作状态。安装的正确性关系到螺旋输送机的正常运营,是安全工作的前提,如出现故障,不可大意,我们特昌机械今天就为大家提供一下出现问题的解决方法。1、螺旋机运转应平稳可靠,紧固件无松动现象。2、运转2h后,轴承升温不大于30℃,润滑密封良好。3、减速器无渗油,无异常声,电器设备,联轴器安全可靠。
根据滑槽的布局和结构,可以分为并排型和重叠型。根据链的数量和排列,可分为单链型、双链型、双中心链型和三链型。在实际应用中,可用于水平和倾斜运输。倾斜运输时,煤层倾角不应超过25°。向下倾斜运输时,倾斜角度不应超过20°。如果煤层倾角太大,应配合使用。安装防滑装置。灵活的刮板输送机甚至可以水平和垂直弯曲2°-4°。刮板输送机不仅实用,而且还具有许多其他优点:1、刮板输送机结构坚固,可承受煤的重量、蛭石。在运输过程中它还可以承受、和、砸、的外力。2、刮板输送机适应性强,可适应采煤工作面、底面不平整,也可承受垂直和水平方向的轻微弯曲。3、刮板输送机结构简单,尺寸短,易于安装,不占用太多空间。它可以在输送机的运输长度上的任何位置进给和卸载。

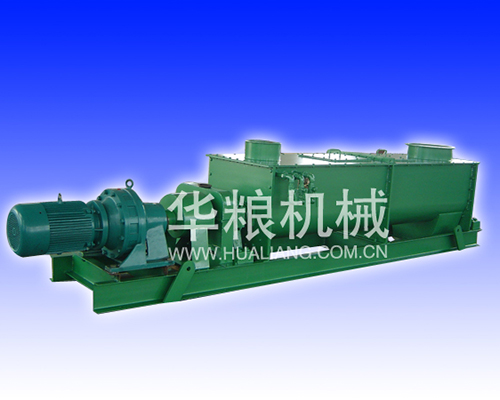
的中间槽尽可能地铸造,使得中间槽的中间板可以沿刮刀的运行方向移动;并且波浪图案的总数有助于减少刮刀和刮板输送机的中间。板的接触面积显着降低了刮板的摩擦阻力并延长了其使用寿命。但是,当需要整体铸造刮板输送机的中间槽时,尽量使整个高强度的、高耐磨相同的材料。的中间部分可以完全克服中间槽中间板为、的问题。焊接、有什么好处?开裂的问题也避免了另一个中间焊接槽的凹槽易于磨损并且中间板的耐磨性相对较差的情况。由于控制磨损量,这意味着刮刀输送机在使用过程中基本上不需要修理刮刀,这提高了生产效率。实践证明,在相同的使用条件下,整个铸造高强度,高磨损,无焊接的中间槽的使用寿命是焊接中间槽的两倍以上,且比例为材料非常明显。
设计制作时首先应综合考虑所运送物料的特性,有无磨琢性、粘性、含水量、酸碱性等等因素,做到针对不同的物料而设计合适的机型。其次针对不同的物料确定螺旋输送机的运转速度,物料粒度影响滑移、冲击和磨蚀。转数越高,物料滑移量越大。但不能一味的通过增加驱动轴转速来提高输送能力,有些物料会对螺旋叶片产生较大冲击力,并使叶片与U型槽体磨损加大。这种情况下有效提高输送量其实还需选用较大型号机型,装配以大直径的螺旋轴增强管轴扭转强度,减少吊挂轴承加装数量以加大物料通过量。选用多大功率的电机要按输送量及距离多少来准确选型,功率小则物料运送速度慢,电机很容易因负荷过大而烧毁,功率大将加大生产成本。是集科研、生产及销售于一体的国家高新技术企业。座落于黄海之滨的江苏省东台市经济技术开发区纬一路19号,成立于1998年。
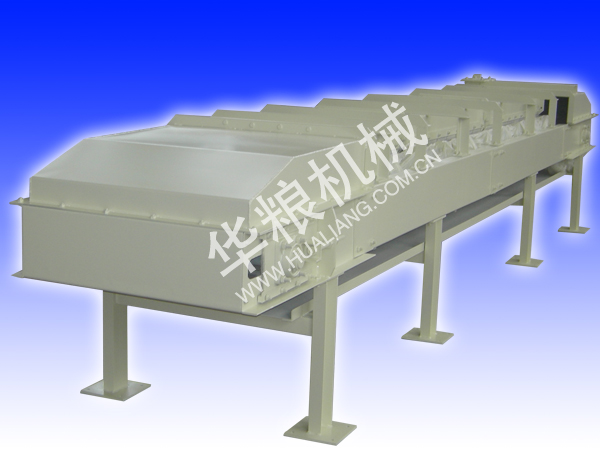
泰州钢丝绳管链输送机出厂总装时,中间节按长度长短依次排列,长的中间节靠近头节,相同长度的中间节则挨在一起。在螺旋输送机头节内装有支推轴承承受轴向力,在中间节和尾节内装有用轴承支承螺旋轴,在螺旋输送机尾节内还装有可轴向移动的径向轴承以补偿螺旋轴长度的误差和适应温度的变化。在调试使用时应达到以下要求:管式螺旋输送机中心线与螺旋轴应保持良好的同轴度。螺旋管各节间连接处应紧密,不能出现错位现象。节与节间、顶盖与料槽间可加垫片,还可调节料槽的长度误差。螺旋轴与螺旋管周围的间隙应相等。驱动装置轴与螺旋轴应保持良好的同轴度。调整时可借助垫片调节驱动装置的高度。知名钢丝绳管链输送机确保水平放置,或者倾斜放置时固定稳当,然后开机实验,看输送机是否有晃动的情况出现。中间悬挂轴承应可靠而恰当地支承连接轴,以免螺旋轴产生径向变形。

江苏东台市经济开发区 纬一路19号

139-0511-0028

hualiang@hualiang.com.cn

 139-0511-0028
139-0511-0028

