


手 机:13905110028
电 话:0515-85315666
邮 箱:hualiang@hualiang.com.cn
网 址:www.hualiang.com.cn
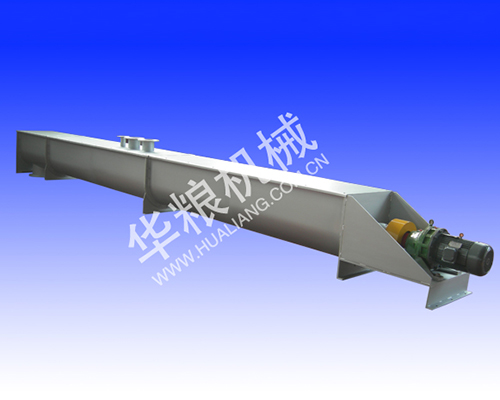
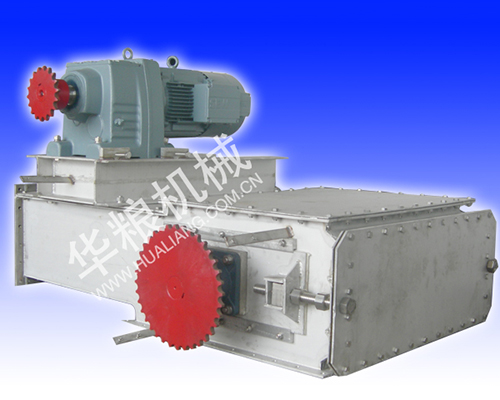
螺旋输送机在使用过程中难免出现损坏,而损坏又因为螺旋输送机叶片损坏最为常见。而叶片损坏的原因也有很多,最重要的一个原因就是它的磨损,今天我们就来看看关于叶片损坏的原意以及处理方式。一般容易磨损的部件是:吊轴承、螺旋端头、螺旋叶片这几部分,磨损因素除了温度,环境,材质等自然原因之外,还有结构因素和人为因素。下面,我们就来分析一下螺旋输送机螺旋叶片损坏都有哪些方面的原因。螺旋输送机一般不容易发生堵塞现象或者排料口不出料,可以低速运转,降低能耗,螺旋输送机输送距离长,可以采用多级串联式安装,超长距离输送物料。但是有些时候生活垃圾,有机植物输送时,也会造成螺旋叶片的损坏。螺旋叶片制作的厚一点也就更加的耐磨耐用,适合输送物料。
设计制作时首先应综合考虑所运送物料的特性,有无磨琢性、粘性、含水量、酸碱性等等因素,做到针对不同的物料而设计合适的机型。其次针对不同的物料确定螺旋输送机的运转速度,物料粒度影响滑移、冲击和磨蚀。转数越高,物料滑移量越大。但不能一味的通过增加驱动轴转速来提高输送能力,有些物料会对螺旋叶片产生较大冲击力,并使叶片与U型槽体磨损加大。这种情况下有效提高输送量其实还需选用较大型号机型,装配以大直径的螺旋轴增强管轴扭转强度,减少吊挂轴承加装数量以加大物料通过量。选用多大功率的电机要按输送量及距离多少来准确选型,功率小则物料运送速度慢,电机很容易因负荷过大而烧毁,功率大将加大生产成本。是集科研、生产及销售于一体的国家高新技术企业。座落于黄海之滨的江苏省东台市经济技术开发区纬一路19号,成立于1998年。
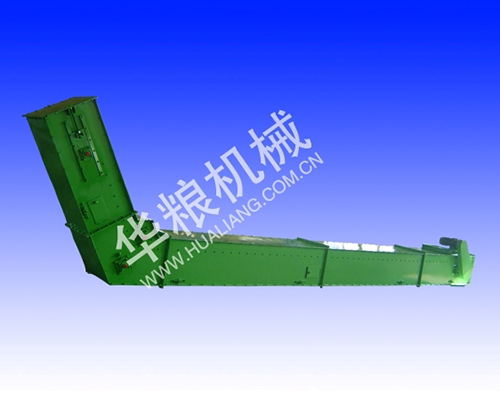
的使用维护非常的重要,就像自己家里的日常使用的电器,维护的好寿命就能延长,所以小编给大家分享干货,在维护中需要注意的事项?1、刮板输送机在开始投入运转期间,应注意检查刮板链的松紧程度,因为溜槽间的连接会因运转而缩小间距。而链子过松会出现卡链、跳链、断链和链条掉道的事故,检查方法是反转输送机,数一数松弛环数目,如有两个以上完全松弛的链环时,则需要重新紧链.2、工作面要保持直线。若工作面不直,会使两条链的张力不等,将导致链条磨损不均或使底链掉道、卡住或断链。3、刮板输送机的弯曲要适宜,不要出现“急弯”,应使弯曲部分不小于八节溜槽,推移时要注意前后液压千斤顶互相配合,避免出现急弯。否则会引起溜槽错口,造成断链掉链事故,要特别注意刮板输送机停车时不能推移。4、刮板输送机铺的要平。由于溜槽结构的限制,它只能适应在垂直方向3-5的变化。
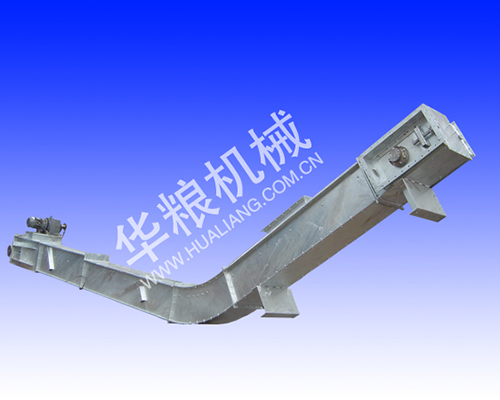
淮安皮带输送机的主要参数:一般情况下,根据物料转移变压器运输系统的要求,物料装卸现场各种条件的相关生产工艺和材料特性确定主要参数。输送能力:输送机的输送能力是指每单位时间输送的物料量。运输散装变压器材料时,按每小时运输物料的质量或体积计算;在运输一件货物时,它被计算为每小时交付的件数。输送速度:提高输送速度可以提高输送能力。当传送带用作牵引构件并且传送长度大时,传送速度增加。但是,高速皮带输送机应注意振动、噪音并启动、制动。对于具有链条作为牵引构件的输送机,输送速度不应太大而不能防止动态载荷的增加过程操作的输送速度应根据生产过程的要求确定。组件尺寸:传送带组件尺寸包括传送带宽度、板条宽度、料斗容积、管道直径和容器尺寸。专业皮带输送机功能:方向可变,输送方向可灵活变化,最大可达180度。
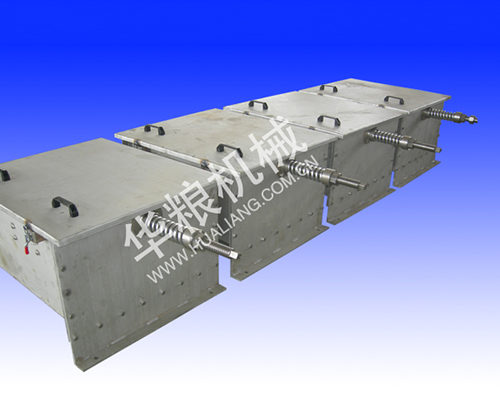
是输送设备领域-款新式输送设备,近年来,随着国家加强各行业环保整改措施后.因其具备无尘输送的性能优势.从而得到各行业的争相竞购。常见使用行业有化工、化肥、冶金、制药、饲料、建筑等,其广泛的造用性使其几乎要盖了整个工农业。而经过-段时间的使用后,也凭借其强大性能得到了 各行各业的广泛认可,不仅输送效率远超其 他输送设备,还能连续输送各种粉体、颗粒状.小块状等散装物料特有的环管密封结构对粉体无尘输送兼备环保供应,还减少了有毒有害物质与人体的直接接触。两大输送数据,是所有输送设备中最高:单机输送距离可达60m,提升高度可达40m。另外其造型美观、可灵活搭建安装的性能也得到过各行业的一致好评,将整个生产车间变得干净、整洁、宽敞,提升到了不同的档次当中。可以说管链输送机将会是未来输送设备应用的一大趋势。
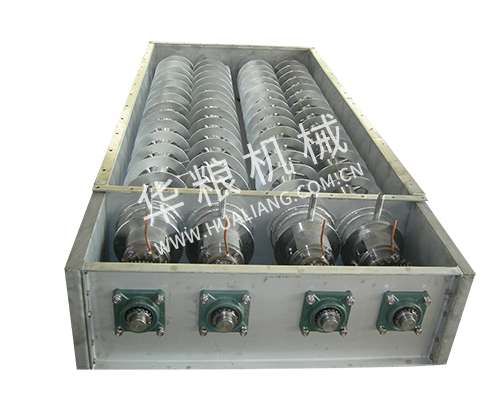
是根据物料的重力与其槽体壁所产生的摩擦力,使物料只能在叶片的推送下沿着输送机的糟底向前移动。那么我们在安置管链输送机的时候该怎么安置才合理呢。管链输送机可安装在地面或地面的钢架上,也可以悬吊在墙壁或屋顶上,还能安装在车间内,或安装在运输走廊或地沟内。输送机的四周都应留有足够的空间,便于检修的需要。的基础应在螺旋机正式安装前20天浇灌完成,使管链输送机安装后不产生下沉或变形,保证管链输送机运转时有足够的稳定性。组装机壳要求:( 1 )相邻机壳内表面在接头处的错位不应超过3mm ,机壳连接处应紧密。( 2 )横向水平度不应超过2/1000。( 3)机壳内壁与螺旋间的两侧间隙应相等,其允差为土2底部的间隙差为+5。管链输送机各节须在全部调整稳妥后再拧紧地脚螺栓。

江苏东台市经济开发区 纬一路19号

139-0511-0028

hualiang@hualiang.com.cn

 139-0511-0028
139-0511-0028

