


手 机:13905110028
电 话:0515-85315666
邮 箱:hualiang@hualiang.com.cn
网 址:www.hualiang.com.cn
螺旋输送机在使用过程中难免出现损坏,而损坏又因为螺旋输送机叶片损坏最为常见。而叶片损坏的原因也有很多,最重要的一个原因就是它的磨损,今天我们就来看看关于叶片损坏的原意以及处理方式。一般容易磨损的部件是:吊轴承、螺旋端头、螺旋叶片这几部分,磨损因素除了温度,环境,材质等自然原因之外,还有结构因素和人为因素。下面,我们就来分析一下螺旋输送机螺旋叶片损坏都有哪些方面的原因。螺旋输送机一般不容易发生堵塞现象或者排料口不出料,可以低速运转,降低能耗,螺旋输送机输送距离长,可以采用多级串联式安装,超长距离输送物料。但是有些时候生活垃圾,有机植物输送时,也会造成螺旋叶片的损坏。螺旋叶片制作的厚一点也就更加的耐磨耐用,适合输送物料。
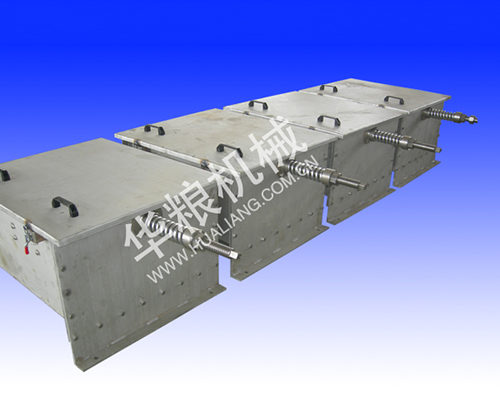
出厂总装时,中间节按长度长短依次排列,长的中间节靠近头节,相同长度的中间节则挨在一起。在螺旋输送机头节内装有支推轴承承受轴向力,在中间节和尾节内装有用轴承支承螺旋轴,在螺旋输送机尾节内还装有可轴向移动的径向轴承以补偿螺旋轴长度的误差和适应温度的变化。在调试使用时应达到以下要求:管式螺旋输送机中心线与螺旋轴应保持良好的同轴度。螺旋管各节间连接处应紧密,不能出现错位现象。节与节间、顶盖与料槽间可加垫片,还可调节料槽的长度误差。螺旋轴与螺旋管周围的间隙应相等。驱动装置轴与螺旋轴应保持良好的同轴度。调整时可借助垫片调节驱动装置的高度。确保水平放置,或者倾斜放置时固定稳当,然后开机实验,看输送机是否有晃动的情况出现。中间悬挂轴承应可靠而恰当地支承连接轴,以免螺旋轴产生径向变形。
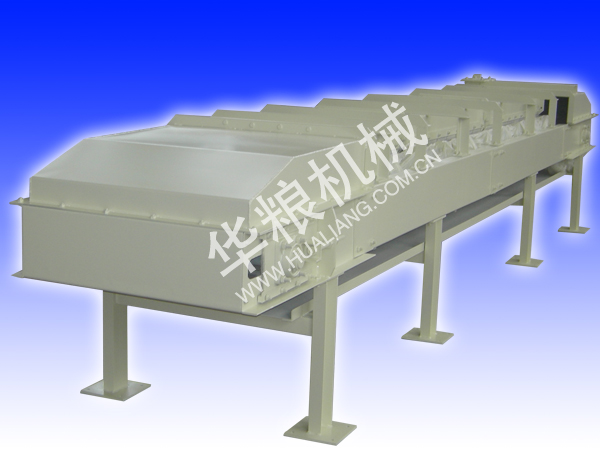
山西弹簧输送机运行过程中,可能会受到外部因素的干扰,因此我们必须始终注意刮板输送机的有效运行。为了实现这一目标,刮板输送机需要采取哪些有效措施?1、必须保持刮板输送机在正常和直线条件下运行。供应弹簧输送机允许在水平和垂直方向上进行一定的弯曲。这是为了适应工作面和道路运输。这并不意味着身体的上下水平弯曲是合理的。一旦刮板输送机变得“尖锐”,滑槽接头的弯曲角度就太大,导致滑槽接头过载和损坏。滑槽连接器损坏并丢失后,滑槽接头失去控制。当弯曲过程中滑槽接头之间存在间隙时,煤粉会泄漏到槽内,这会增加运行阻力或导致堵塞事故。如果刮板输送机不平放,则刮板与滑槽的接头磨损在滑槽接头处加剧,增加了行走阻力,缩短了使用寿命,甚至影响了其他辅助设备的工作。2、有必要改善刮板输送机的有效运行时间。在一定负荷的条件下,设备运行利用率越高,运输量越大,刮板输送机的性能越好。

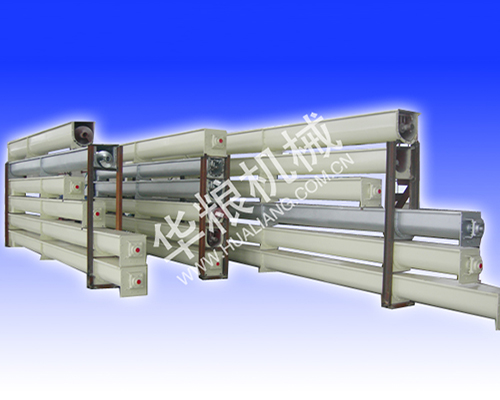
设计制作时首先应综合考虑所运送物料的特性,有无磨琢性、粘性、含水量、酸碱性等等因素,做到针对不同的物料而设计合适的机型。其次针对不同的物料确定螺旋输送机的运转速度,物料粒度影响滑移、冲击和磨蚀。转数越高,物料滑移量越大。但不能一味的通过增加驱动轴转速来提高输送能力,有些物料会对螺旋叶片产生较大冲击力,并使叶片与U型槽体磨损加大。这种情况下有效提高输送量其实还需选用较大型号机型,装配以大直径的螺旋轴增强管轴扭转强度,减少吊挂轴承加装数量以加大物料通过量。选用多大功率的电机要按输送量及距离多少来准确选型,功率小则物料运送速度慢,电机很容易因负荷过大而烧毁,功率大将加大生产成本。是集科研、生产及销售于一体的国家高新技术企业。座落于黄海之滨的江苏省东台市经济技术开发区纬一路19号,成立于1998年。

江苏东台市经济开发区 纬一路19号

139-0511-0028

hualiang@hualiang.com.cn

 139-0511-0028
139-0511-0028

